


 摘要:
很多时候我们会发现,SolidWorks钣金设计的零件,可以展开没问题,但是在折弯工人那里无法折弯,要么限位、要么卡刀等等问题,这就是我们的SolidWorks钣金设计工艺的问题,...
摘要:
很多时候我们会发现,SolidWorks钣金设计的零件,可以展开没问题,但是在折弯工人那里无法折弯,要么限位、要么卡刀等等问题,这就是我们的SolidWorks钣金设计工艺的问题,... 很多时候我们会发现,SolidWorks钣金设计的零件,可以展开没问题,但是在折弯工人那里无法折弯,要么限位、要么卡刀等等问题,这就是我们的SolidWorks钣金设计工艺的问题,好的钣金设计工艺,也可以让折弯工人轻松的实现折弯加工,而复杂工艺不友好的设计,只能拼焊或者重新设计,所以每个SolidWorks钣金设计师都要具备一定的钣金设计工艺知识储备。今天就给大家分享一篇关于钣金设计加工的知识,希望大家吸收收藏。
1)常用折弯模具
常用折弯模具,如下图。为了延长模具的寿命,零件设计时,尽可能采用圆角。

过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
台阶的加工处理办法
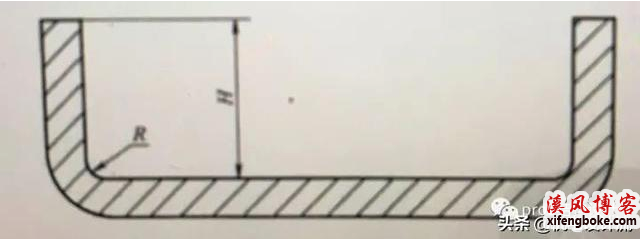
一些高度较低的钣金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如下图所示。但是,其高度H不能太高,一般应该在(0~1.0)t,如果高度为(1.0~4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。如果高度H尺寸很大,就要考虑在折弯机上折弯。

折弯机分普通折弯机和数控折弯机两种。由于精度要求较高,折弯形状不规则,通信设备的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快;
缺点:压力小,只能加工简单的成形,效率较低。
成形基本原理
成形基本原理下图所示:

折弯刀(上模)
折弯刀的形式如下图所示,加工时主要是根据工件的形状需要选用,一般加工厂家的折弯刀形状较多,特别是专业化程度很高的厂家,为了加工各种复杂的折弯,定做很多形状、规格的折弯刀。
下模一般用V=6t(t为料厚)模。
影响折弯加工的因素有许多,主要有上模圆弧半径、材质、料厚、下模强度、下模的模口尺寸等因素。为满足产品的需求,在保证折弯机使用安全的情况下,厂家已经把折弯刀模系列化了,我们在结构设计过程中需对现有折弯刀模有个大致的了解。见下图左边为上模,右边为下模。

折弯加工顺序的基本原则:
(1)由内到外进行折弯;
(2)由小到大进行折弯;
(3)先折弯特殊形状,再折弯一般形状;
(4)前工序成型后对后继工序不产生影响或干涉。
目前的折弯形式一般都是如下图所示:

折弯半径
钣金折弯时,在折弯处需有折弯半径,折弯半径不宜过大或过小,应适当选择。折弯半径太小容易造成折弯处开裂,折弯半径太大又使折弯易反弹。
各种材料不同厚度的优选折弯半径(折弯内半径)见下表

上表中的数据为优选的数据,仅供参考之用。实际上,厂家的折弯刀的圆角通常都是0.3,少量的折弯刀的圆角为0.5。
对于普通的低碳钢钢板、防锈铝板、黄铜板、紫铜板等,内圆角0.2都是没有问题的,但对于一些高碳钢、硬铝、超硬铝,这种折弯圆角就会导致折弯断裂,或者外圆角开裂。
折弯回弹

回弹角Δα=b-a
式中 b——回弹后制件的实际角度;
a—模具的角度。
回弹角的大小
单角90 o自由弯曲时的回弹角见下表。

影响回弹的因素和减少回弹的措施
(1)材料的力学性能 回弹角的大小与材料的的屈服点成正比,与弹性模量E成反比。对于精度要求较高的钣金件,为了减少回弹,材料应该尽可能选择低碳钢,不选择高碳钢和不锈钢等。
(2)相对弯曲半径r/t 越大,则表示变形程度越小,回弹角Δα就越大。这是一个比较重要的概念,钣金折弯的圆角,在材料性能允许的情况下,应该尽可能选择小的弯曲半径,有利于提高精度。特别是注意应该尽可能避免设计大圆弧,如下图所示,这样的大圆弧对生产和质量控制有较大的难度:

一次折弯的最小折弯边计算
L形折弯的折弯时的起始状态如下图所示:

Z形折弯的折弯时的起始状态如下图所示

不同材料厚度的钣金Z形折弯对应的最小折弯尺寸L如下表所示:








还没有评论,来说两句吧...